
作者:科力信机电 发布时间:2018-10-15
柴油发电机组气门座的修理(二)
在上一节中大家了解了气门座的铰削,这节中,我们再来介绍一下气门座的磨削及其镶配。
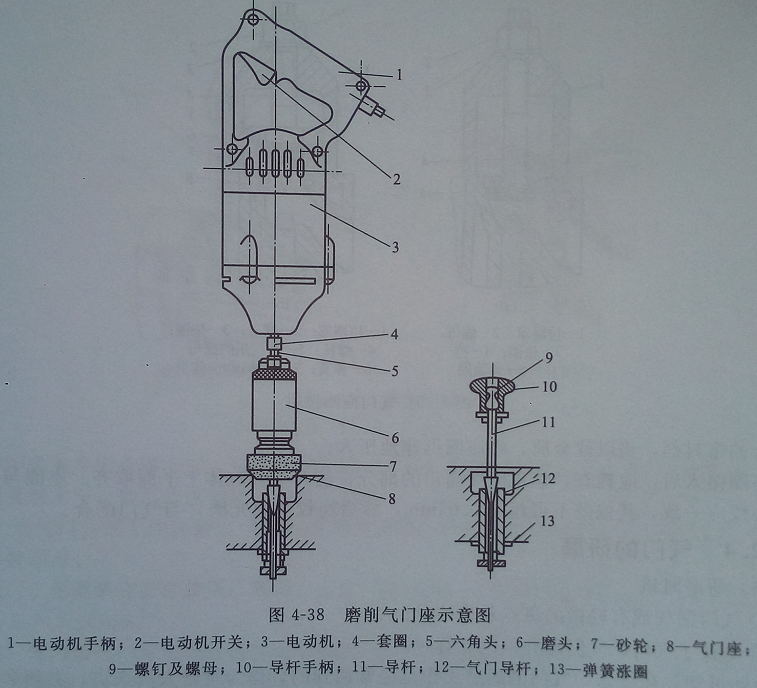
磨削适用于硬质气门座。磨削时使用的是电动光磨机。用光磨机光磨气门座的顺序与铰削气门座的顺序基本相同,不同的是:光磨机用不同角度的砂轮代替铰刀,用手电钻式的电动机代替手铰削(或以压缩空气为动力的风动砂轮机来修磨气门座),用光磨机修理气门座速度快、光洁程度好、质量高,特别是用于修磨硬质度高的气门座,效果更好。因此现在很多修理单位采用电动光磨机进行光磨气门座。如图4-38所示。
气门座磨削的操作要点如下。
(1) 选择和修整砂轮 根据气门座工作面的角度,选择合适的砂轮,并在砂轮修整器上,按工作面角度的要求,修整砂轮工作面。
(2) 安装 将修整好的砂轮安装在磨光机的端头上。然后在气门导管内装上与导管内径相适应的导杆,用导杆手柄旋动导杆使弹簧涨圈扩张加以固定,并滴上少许机油。
(3) 光磨 打开电动机开关进行光磨,光磨时:电动机要保持正直平稳,向下施以轻微的压力;光磨时间不宜过长,要边磨、边检查、边试配;停止操作时,应先关闭电动机开关,待砂轮停止转动后再取出,检视其接触面情况。
气门座圈经多次的铰、磨削后,其口径会逐渐扩大,使工作面下陷,到一定程度后,则会影响充气效率和降低弹簧的张力,同时将会产生气门与气门座接触面过于偏上而无法下移的矛盾。当气门座的工作面低于气缸体平面1.5mm(指配气机构装置是下置式的机器,如汽油机一般都是气门座圈装在气缸体上的),或符合要求的气门头装入气门座内下沉量超过允许值时,以及气门座严重烧蚀等 ,应重新镶配新的气门座圈。
气门座的镶配
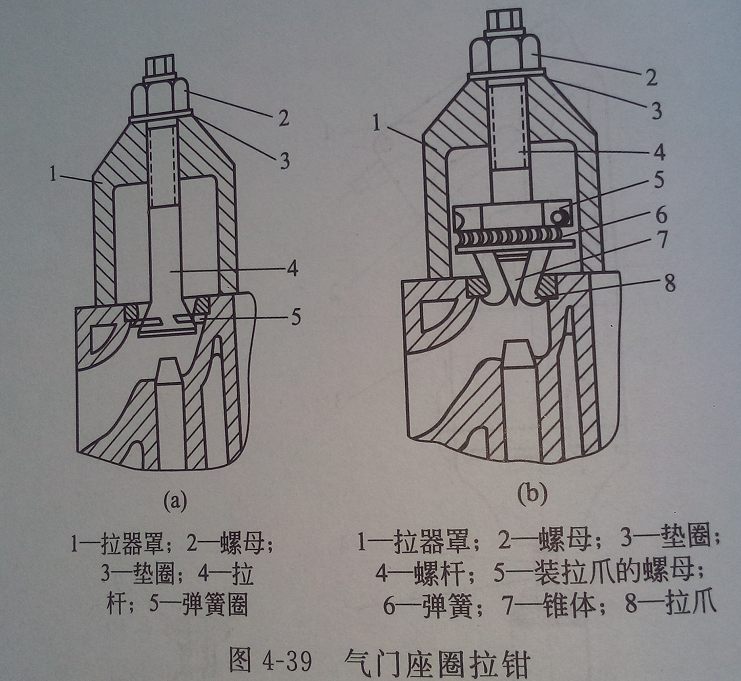
(1) 拉出旧座圈 如图4-39所示,可用锥形弹簧圈或拉爪拉出原气门座圈。
(2) 选用新的气门座圈 选用新的气门座圈时,先用平面铰刀修整座孔,底座应平整;失圆度和锥形度均不超过0.015mm,内壁应光滑,气门座圈与缸体的配合过盈量一般为0.07-0.17mm,以******较好的传热和稳固性。
(3) 将座圈压入座孔内
① 冷缩座圈法 将座圈放入冷却箱中,从盛有压缩CO2的储气瓶内放出CO2气体,使座圈温度降低到零下70℃左右。或将气门座圈用冰箱冷缩,然后将座圈涂以甘油与黄丹粉混合的密封剂,垫以软金属,将座圈迅速的压入。
② 热膨胀座圈孔法 一般多采用将座孔加温到100℃左右,然后将座圈涂以甘油与黄丹粉混合的密封剂,垫以软金属,将座圈迅速的压入。
座圈镶入后,应检查,修正座圈高出的部分,使其与气缸体上平面取齐。座圈与气门导管轴心线一致,其偏差不得超过0.05mm,然后经铰削或光磨,与气门配合。
