
作者:科力信机电 发布时间:2018-10-17
柴油发电机组气门的研磨
(1) 研磨时机
① 气门漏气或有轻微的斑点和烧蚀时;
② 更换了气门、气门座和气门导管时。
由此可知,在维修中气门的研磨工作是经常遇到的,作为维修人员来讲,必须掌握这一工序的操作技能。
(2) 研磨方法 气门的研磨方法有机动研磨和手工研磨两种。机动研磨法主要适用于内燃机生产厂和大的维修机械厂。其原因有二:一是气门研磨机******较高;二是生产厂和大的维修机械厂研磨的气门数量多,用研磨机研磨气门,可提高生产效率,而手工研磨主要适用于小的维修和使用单位。所以对一般的使用维修者而言,主要是掌握手工研磨法。
手工研磨气门的步骤如下。
① 清洁气门、气门座及气门导管。
② 在气门斜面上涂一层薄薄的粗研磨砂(不宜过多,以免流入导管内),同时,在气门杆上涂上润滑油,将气门杆插入导管内。若气门与气门座均经过光磨,可直接用细砂。
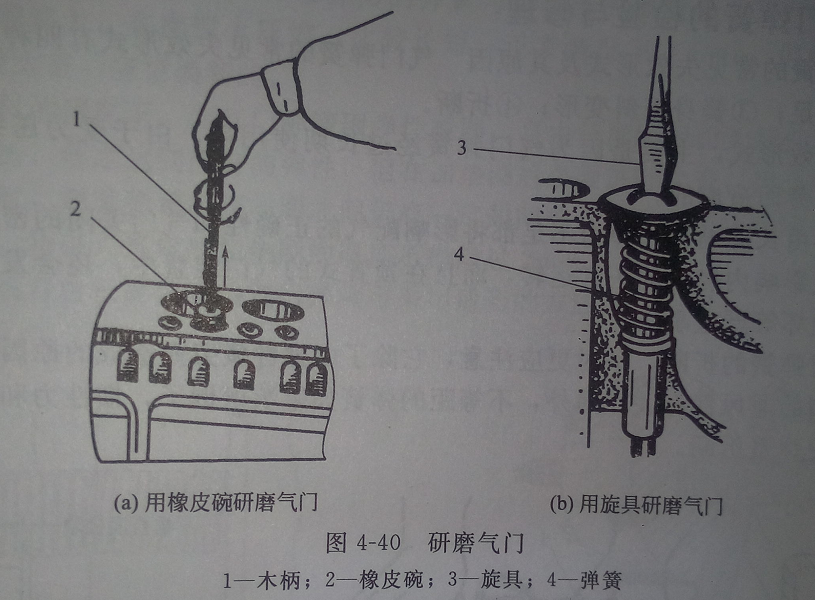
③ 用橡皮碗吸住气门头,使气门往复旋转进行研磨。如图4-40(a);若没有橡皮碗,气门顶有凹槽的,可在气门杆上套一根软弹簧,用旋具进行研磨。如图4-40(b)。
研磨气门时应注意:a、在研磨中要使气门在气门座内朝一个方向转动,应不时提起和转动气门,变换气门与座的相对位置,以******研磨均匀;b、研磨时不应过分用力,也不要提起气门用力在气门座上撞击敲打,否则会将气门工作面磨宽或磨成凹形槽痕。
④ 当气门工作面与气门座工作面磨出一条较整齐而无斑痕、麻点的接触环带时,将粗研磨砂洗去,再换用细研磨砂研磨。
在研磨过程中,要注意检查气门的接触情况:若接触面太靠上,砂要点在接触面的上面,将接触面往中间赶;如果接触面太靠下,砂要点在下面,将接触面往中间赶;如果接触面在中间并基本适合要求时,可在接触面的上下两处点砂,以便能迅速磨出接触面来;如果接触面宽度太窄,砂要点在中间,以增大接触面。
⑤ 当气门头部工作面磨出一条封闭的光环时,再洗去细研磨砂,涂上润滑油,继续研磨几分钟即可。
气门工作面的宽度应按原厂规定,无原厂规定时,一般进气门为1.00-2.00mm;排气门为1.50-2.50mm。
(3) 气门与气门座密封性的检验 检验气门与气门座密封性通常有以下四种方法。
① 凭眼睛观察研磨的程度 磨好的气门,接触面应呈现出一条均匀封闭的光环。接触面宽度,一般进气门为1.5-3mm,排气门为2-3mm。
② 铅笔画线法 用软铅笔在气门工作面上均匀地(约每隔4mm画一条线)画上若干道线条。与相配气门座工作面接触,并转动气门1/8-1/4圈,然后取出气门检查用铅笔画的线条,。如铅笔线条均被切断,则表示密封良好,若有的线条未断,则表示密封不严,需重新研磨。
③ 浸油法 将磨好的气门装入座内,加入少许汽油或柴油,若5min内气门与座之间没有渗漏现象,则表示气门密封良好。
④ 用专用仪器检查 用带有气压表的专门检验气门密封性的检验器检查。检查时,先将空气容筒紧密地压在气门座缸体上,再捏橡皮球,使空气容筒内具有0.6-0.7kgf/cm2的压力,如果在30s内,气压表的读数不下降,则表示气门与座密封性良好。
