作者:科力信机电 发布时间:2018-10-14
柴油发电机组气门座的修理(一)
在上一节中我们分析了气门座的故障与检验,那今天接下来请大家跟随我们科力信工作人员一起来了解气门座具体的修理方法。在这节中,我们主要来介绍一下气门座的铰削。
铰削适用于软质气门座,一副气门座铰刀的角度一般为15度、30度、45度、75度(或60度)四种。30度和45度铰刀又分为粗刃和细刃两种。一般粗刀刃上带有齿形,用它作初步铰削,当铰削一定程度时,再用细刃铰刀精加工。
在铰削之前还应注意:因为铰气门座时,是以气门导管为基准的,所以气门导管如需要更换或铰配时,应在气门座的铰削之前进行。否则,若先铰削气门座再更换或铰配导管,***可能使座和管的中心偏移,而造成气门无法和座进行配合的后果。
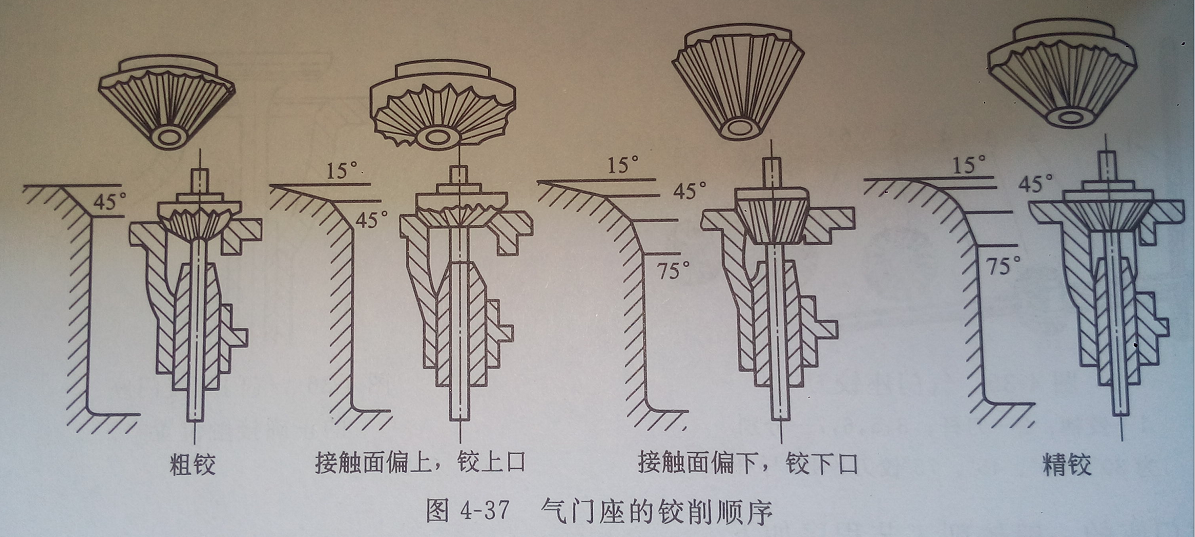
气门座的一般铰削工艺程序如下。
(1) 选择铰刀导杆 根据气门导管的内径,选择相适应的铰刀导杆,并插入气门导管内,使导杆与气门导管内孔表面相贴合。
(2) 砂磨硬化层 由于气门座存在硬化层,在铰削时,往往使铰刀打滑,遇此情况时,可用粗砂布垫在铰刀下面进行砂磨,然后再进行铰削。
(3) 初铰 先将45度铰刀(用粗、细刀视情况而定)套在导杆上,使铰刀的键槽对准铰刀把下端面的凸缘,即可进行铰削。铰削时,铰刀应正直,两手用力要均匀、平稳,按顺时针方向旋转铰削。若反时针回刀时,勿用力,以防刀刃磨钝,直至将气门座上的烧蚀、斑点和凹陷等缺陷铰去为止。
(4) 试配与修整接触面 初铰后,应用光磨过的相配气门进行试配。其方法是:在气门座锥形工作面上涂以红丹油,放入导管中转动2-3圈(勿拍),然后拿出气门观察其接触情况。正常要求是:接触面应在气门工作斜面的中下部,进气门宽度约1.0-2.0mm,排气门约1.5-2.5mm,接触面过窄,影响密封或散热,过宽容易积炭,而且不能紧密吻合。在气门锥形工作面的中下部,宽度为1.5-2mm。初铰后的试配,如果接触面偏上,应用15度铰刀铰削上口,使接触面下移,如接触面偏下,应用75度铰刀铰削下口,使接触面上移,初铰时应尽量使气门接触面在中下部,应边铰边试配。为了延长气门座与气门的使用寿命,当接触面距气门下边缘1mm时,即可停止铰配。
(5) 精铰 zui后用45度或30度的细刃铰刀,或铰刀上垫以细砂布在此做精细的修铰(磨)气门座工作面,以提高接触面的光洁程度。zui后再用红丹油进行检查,气门与气门座的接触面应是一条不间断的环形带。
需指出的是:以上方法和要求仅仅是基本的,在铰削中要根据气门座的具体情况灵活处理。在修理中,有时会遇到气门座宽度已铰合适,但接触面太靠上,这时如果用15度铰刀铰上口时,将会产生接触面变窄的新矛盾。如果为了解决这一矛盾,再用45度或30度铰刀进行铰削时,则气门座的口径将会扩大,这将导致接触面向上移。因此,在这种情况下,虽然接触面太靠上,但只要接触面距气门工作面还有1mm以上,则允许使用,否则***要更换气门或重新镶配气门座圈。
按要求接触面zui好在中间稍靠下为好,但在修理中,有时因受座和气门技术条件的限制或考虑今后的再次修理,***不一定强求,一般靠上在1mm和靠下0.5mm以内也是可以工作的。这里还要说明的一点是,气门的锥形工作面的角度,虽然大部分机型的进、排气门是45度,但也有的是30度角的,所以在铰削气门座时,一定不能弄错。