
作者:科力信机电 发布时间:2018-10-11
柴油发电机组气门导管的检验与修理
1. 常见故障
气门导管的工作条件与气门的工作条件基本相同,其常见故障如下。
① 内径磨损:这主要是因为气门与气门导管摩擦频繁的结果。
② 外径过盈量消失。
但更常见的故障是前者,它会使气门杆与导管之间的配合间隙过大,加速气门杆与导管的磨损,对气门散热也造成困难。所以,在内燃机大中修时,必须对气门杆与气门导管的配合间隙进行检验与修理。
2. 气门杆与气门导管配合间隙的检验
(1) 测量法 其方法是:将气门置于气门导管孔内,使气门顶高出座口约10mm左右,并在气缸体的适当位置安装百分表,使其量头触点抵在气门头的边缘,然后将气门头部沿百分表触点方向往复推动。百分表上测得的摆差的一半,即是气门杆与导管孔间的近似间隙。进气门为0.04-0.08mm,排气门为0.05-0.10mm。
(2) 经验法
① 在气门杆上涂少量机油,插在导管中,如气门能以本身重量缓缓下降,则间隙为合适。
② 在不涂机油的情况下,用手堵住导管下端,迅速拔起气门,感觉有吸力,则配合间隙合适。
如果间隙超过使用极限时,应选配杆部经过镀铬加大至规定修理尺寸的气门,或更换气门导管,但更多的方法是更换气门导管,使其配合间隙达到要求。
3. 气门导管的更换
(1) 更换原则
① 气门杆磨损未超过极限,但配合间隙过大,应更换导管。
② 气门导管外圆磨损,配合松动,应更换导管。
③ 气门杆磨损量超过极限应更换气门,同时应对导管进行修配。
④ 新导管的选择,要求导管的内径与气门杆尺寸相适应,其外径与导管座孔的配合应有一定的过盈量。过盈量一般为0.025-0.075,各机型均有具体规定。
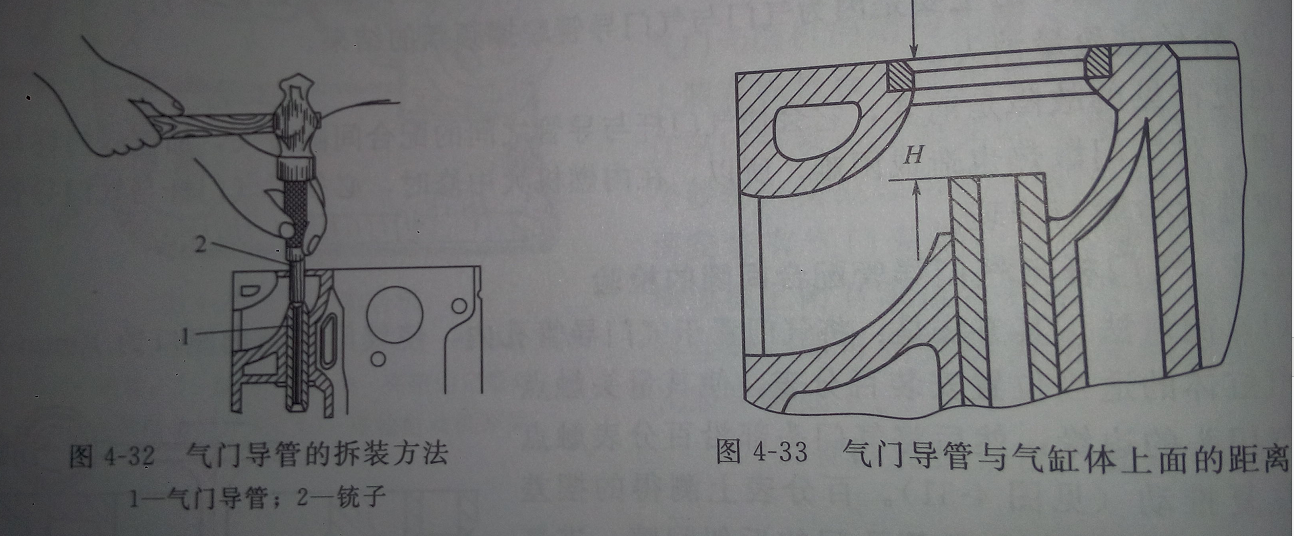
① 冲出旧导管。更换导管时,选用与导管内径合适的铳子,把铳子的一端装于导管内,用压床压出,或用手锤冲出旧导管,如图4-32所示。
② 清洗导管及座孔。
③ 压入新导管。
a. 压入前,应在导管外壁涂一层机油,锥面朝上(气门头一端)。正直地放在导管座孔上,压入或冲入。冲出旧导管或压入新导管时,不能使铳子摆动,避免损坏导管。
b. 压入后,应测量导管上端与缸体(盖)平面的距离,一般为22-24.5mm,如图4-33所示。简单的办法***是与拆卸前的导管上端与缸体(盖)平面的距离一致,因此,在拆旧导管时应注意这一点。如是倒立式气门,也可测量气门脚一端的导管至缸盖平面的距离。因为气门导管装的深度过深或过浅都不好。装得过深会增加进排气阻力,同时气门升起时气门弹簧或气门锁夹***容易碰到导管下端。当运转时,此处往往易发出一种类似于气门间隙过大的敲击声。严重时常导致零件早期损坏。装得过浅会影响气门和导管的散热效果。过深或过浅都会使气门降不到zui低位置,造成气门漏气。
c. 导管更换后,若导管与气门杆间隙过小,可用气门导管铰刀铰削导管内孔。
铰削时,应根据气门杆直径大小选择和调整铰刀,吃刀量不能过大,铰刀要保持平正,边铰削边试配,直至达到合适的配合间隙。在没有气门铰刀的情况下,也可在气门杆上涂细气门砂,插入导管进行研磨,直至符合要求。
(3) 气门杆的修理 在更换导管的同时,还应修理气门杆。
① 镀铬或镀铁加粗到修理尺寸;
② 当气门杆直径已减小到使用极限,则应更换气门;
③ 当气门杆磨损量超过0.075mm,而又无修理条件时,应更换气门。
在修理中,有时采用更换气门并同时更换气门导管的方法来恢复规定的配合间隙。配合好的气门与导管,应在气门头上做出记号,以免错乱。
